
Processo de montagem geral e requisitos
Before 、 Preparação antes da montagem
Dados de trabalho: incluindo desenhos de montagem geral, desenhos de montagem de componentes, desenhos de peças, lista técnica de materiais, etc., até o final do projeto, a integridade dos desenhos, a limpeza e a integridade dos registros de informações do processo devem ser garantidos.
2. Local de trabalho: O posicionamento das peças e a montagem dos componentes devem ser realizados no local de trabalho especificado. O local para a colocação e montagem de toda a máquina deve ser claramente planejado até o final de todo o projeto. Todos os locais de trabalho devem ser organizados, padronizados e ordenados.
3. Materiais de montagem: Antes da operação, os materiais de montagem de acordo com o processo de montagem devem ser colocados no prazo. Se alguns dos materiais não determinísticos não estiverem disponíveis, você poderá alterar a ordem das operações e preencher o formulário de lembrete de material para o departamento de compras.
4. Antes da montagem, você deve entender a estrutura, a tecnologia de montagem e os requisitos de processo do equipamento.
、 Specifications Especificações básicas
A montagem mecânica deve ser realizada em estrita conformidade com os desenhos de montagem e os requisitos de processo fornecidos pelo departamento de design. É estritamente proibido modificar o conteúdo da operação ou modificar as peças de maneira anormal.
2. As peças montadas devem ser qualificadas e aceitas pelo departamento de inspeção da qualidade. Se partes não qualificadas forem encontradas ausentes durante o processo de montagem, elas deverão ser relatadas a tempo.
3. O ambiente de montagem requer limpeza, sem poeira ou outra poluição e as peças devem ser armazenadas em um local seco e sem poeira, com calços de proteção.
4. Durante o processo de montagem, as peças não devem colidir, cortar ou danificar a superfície das peças, nem fazer com que as peças dobrem, torçam ou se deformam obviamente, e as superfícies correspondentes das peças não devem ser danificadas.
5. Para peças com movimento relativo, deve-se adicionar óleo lubrificante (graxa) entre as superfícies de contato durante a montagem.
6. As dimensões correspondentes das peças correspondentes devem ser precisas
7. Ao montar, as peças e ferramentas devem ter instalações especiais de colocação. Em princípio, não é permitido colocar peças e ferramentas na máquina ou diretamente no chão. Se necessário, almofadas ou tapetes protetores devem ser colocados no local.
8. Em princípio, não é permitido pisar na máquina durante a montagem. Se precisar pisar na máquina, você deve colocar almofadas ou tapetes protetores na máquina. É estritamente proibido pisar em peças importantes e peças não metálicas de baixa resistência.
Três, método de conexão
Conexão 1.Bolt
(1) Ao apertar parafusos, uma chave ajustável não é permitida e não deve ser usada mais do que uma mesma arruela sob cada porca. Depois de apertar os parafusos da cabeça escareada, as cabeças dos pregos devem ser enterradas nas peças da máquina e não devem ser expostas.
(2) Em circunstâncias normais, a conexão roscada deve ter arruelas de mola anti-afrouxamento, o método de apertar parafusos múltiplos simétricos deve ser gradualmente apertado em uma ordem simétrica, e os conectores em forma de barra devem ser gradualmente apertados simetricamente em ambas as direções do meio.
(3) Após o aperto do parafuso e da porca, o parafuso deve expor 1 a 2 passos da porca; quando o parafuso não precisar ser desmontado ao prender o dispositivo de movimento ou a manutenção, o parafuso deve ser revestido com cola de rosca antes da montagem.
(4) Os prendedores com os requisitos especificados de torque de aperto devem ser apertados com chaves dinamométricas de acordo com os torques de aperto especificados.
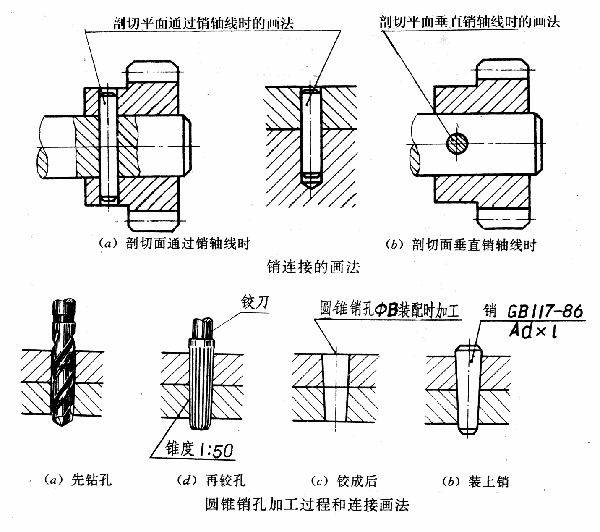
2. Conexão de pinos
(1) A face final do pino de posicionamento deve ser ligeiramente mais alta que a superfície da peça. Após a instalação do pino de cone com ponta de parafuso na parte relevante, a extremidade maior deve ser afundada no orifício.
(2) Depois que o contrapino é ed nas partes relevantes, sua cauda deve ser separada em 60 ° ~ 90 °
3. Colagem
(1) Os dois lados do rasgo da chaveta da chaveta plana e da chaveta fixa devem ser contatados uniformemente e não deve haver espaço entre as superfícies correspondentes.
(2) Depois que a chave (ou ranhura) montada na folga for montada, não haverá tensão desigual quando as partes relativamente móveis se moverem na direção axial.
(3) Após a montagem da chave de gancho e da chave de cunha, a área de contato não deve ser inferior a 70% da área de trabalho e a parte sem contato não deve estar concentrada em um só lugar; o comprimento da parte exposta deve ser de 10% a 15% do comprimento da inclinação.
4. Rebitagem
(1) Os materiais e as especificações da rebitagem devem atender aos requisitos de projeto e o processamento dos orifícios dos rebites deve atender às normas relevantes.
(2) Durante a rebitagem, a superfície das peças rebitadas não deve ser danificada ou deformada.
(3) A menos que haja requisitos especiais, não deve haver folga após a rebitagem. A cabeça do rebite deve estar em contato próximo com a peça a ser rebitada e deve ser lisa e redonda.
5. Conexão da luva de expansão
Correspondência da luva de expansão: aplique graxa na luva de expansão, coloque a luva de expansão no orifício do cubo da montagem, ajuste a posição da montagem depois de montar o eixo de instalação e aperte os parafusos. A ordem de aperto é limitada pela fenda e a simetria cruzada esquerda e direita é apertada para garantir que o valor do torque nominal seja atingido.
6. Aperte a conexão
A extremidade cônica do parafuso de ajuste e do furo deve estar em 90 ° e o parafuso de ajuste deve ser apertado no furo.
、 、 Montagem de rolamentos
1. Antes da montagem do rolamento, não deve haver sujeira no rolamento.
2. Ao montar o mancal, aplique uma camada de óleo lubrificante na superfície das peças correspondentes. A extremidade não modelo do rolamento deve ficar voltada para dentro, ou seja, na direção do ressalto do eixo.
3. Use ferramentas especiais de prensagem ao montar os rolamentos. É estritamente proibido montar por batida direta. O tamanho, a direção e a posição da força forçante ao ajustar os rolamentos devem ser adequados. O quadro de proteção ou os elementos rolantes não devem ser tensionados e devem ser uniformes e simétricos. Para garantir que a face final seja perpendicular ao eixo.
4. A superfície final do anel interno do rolamento geralmente deve estar próxima ao ressalto do eixo (braçadeira do eixo). Após a montagem do anel externo do rolamento, o contato entre a tampa do rolamento na extremidade de posicionamento e a arruela ou o anel externo deve ser uniforme.
5. Após a instalação do rolamento, a rotação das partes móveis relativas deve ser flexível e leve. Se houver um fenômeno paralisado, a causa do problema deve ser verificada, analisada e tratada adequadamente.
6. No processo de montagem do mancal, se o ajuste do furo ou do eixo estiver muito frouxo, a tolerância deve ser verificada; quando está muito apertado, a montagem brutal não deve ser forçada, e a causa do problema deve ser analisada e tratada adequadamente.
7. A folga axial dos rolamentos de uma carreira de rolos cônicos, rolamentos de contato angular de pressão e rolamentos de esferas de tração bidirecional atende aos desenhos e requisitos de processo durante a montagem
8. Para rolamentos e superfícies combinados com graxa, a graxa apropriada deve ser injetada após a montagem. Para rolamentos com temperatura operacional que não exceda 65 ℃, a graxa ZG-5 pode ser usada de acordo com GB491-65 "Graxa à base de cálcio"; para rolamentos com temperatura de operação superior a 65 ℃, pode ser utilizado de acordo com a graxa GB492-77 "Graxa à base de cálcio" ZN-2ZN-3.
9. O aumento da temperatura de rolamentos comuns não deve exceder 35 ° C durante a operação normal e a temperatura máxima durante a operação não deve exceder 70 ° C.
Montagem de rolamentos lineares
1. Antes da montagem, aplique graxa no interior do rolamento.
2. Quando o rolamento é pressionado contra a base de suporte, uma ferramenta de instalação especial deve ser usada para pressionar a face final do anel externo, e não é permitido bater diretamente no rolamento para evitar deformação.
3. A cooperação entre o rolamento e o suporte deve atender aos requisitos de tolerância. Muito apertado fará com que o eixo da guia e a interferência do rolamento se ajustem, o que danificará o rolamento; muito frouxo impedirá que o rolamento seja fixado no suporte.
4. Ao colocar o eixo guia no rolamento, suavemente no centro. Se for ed em ângulo, as bolas caem e a gaiola se deforma.
5. Quando o rolamento é instalado na base de suporte, não é permitido girar. Forçar a rotação danificará o rolamento.
6. Não é permitido apertar diretamente o parafuso de fixação no anel externo do rolamento, caso contrário, ele será deformado.
Montagem de guias lineares
A parte de montagem do trilho de guia não deve estar suja e a planicidade da superfície de montagem deve atender aos requisitos.
2. Quando houver uma borda de referência na lateral do trilho de guia, ela deverá ser instalada próxima à borda de referência. Quando não houver aresta de referência, a direção deslizante do trilho de guia deve ser consistente com os requisitos de projeto. Após os parafusos de fixação do trilho de guia serem apertados, a direção da corrediça do controle deslizante deve ser verificada quanto a desvios, caso contrário, deve ser ajustado.
3. Se o controle deslizante for acionado por uma correia de transmissão, depois que a correia de transmissão e o controle deslizante forem fixados e tensionados, a correia de transmissão não deverá estar inclinada; caso contrário, a polia deverá ser ajustada de modo que a direção da correia de transmissão fique paralela à o trilho de guia.



